

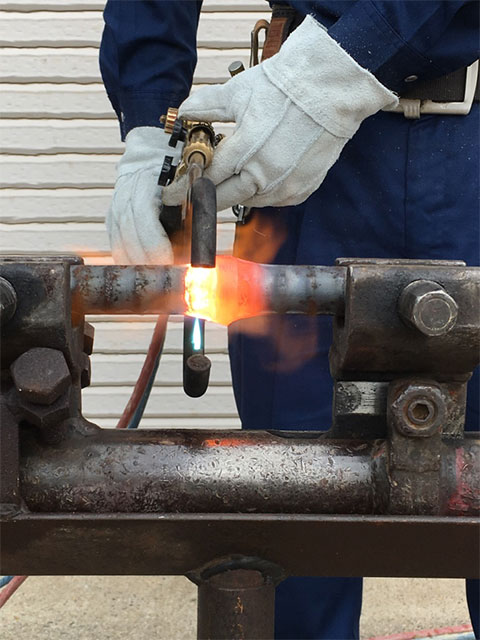
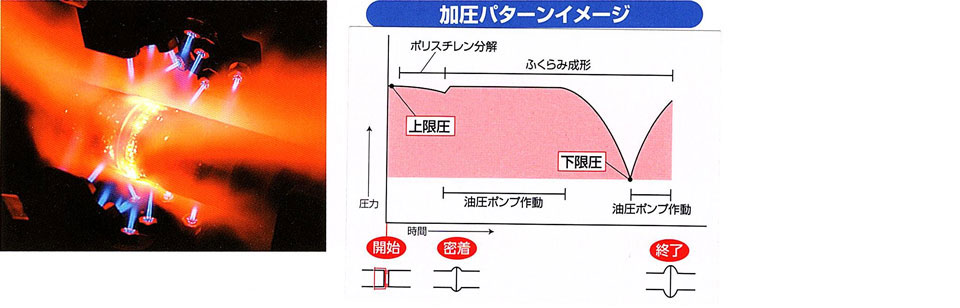
ガス圧接継手は、鉄筋の接合面同士を突き合わせ、軸方向に圧縮力を加えながら、突き合わせ部を酸素、アセチレン炎で加熱し、接合端面を溶かすことなく赤熱状態でふくらみを作り接合する継手である。






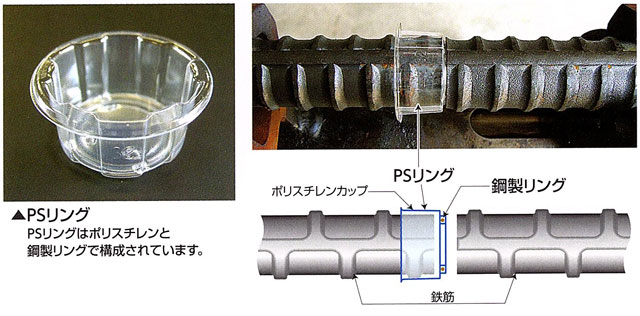
圧接前の鉄筋端面間にPSリングを挟み込み、加熱により発生する分解ガスで酸化を防止します。
国土交通省 新技術情報提供システム(NETIS)登録 NETIS登録番号:TH-120026-A(2013年2月12日)
2010年7月に公益社団法人日本鉄筋継手協会の「ガス圧接性能判定基準」に合格し工法認定を取得しています。継手性能種別のA級継手として性能が確認されています。

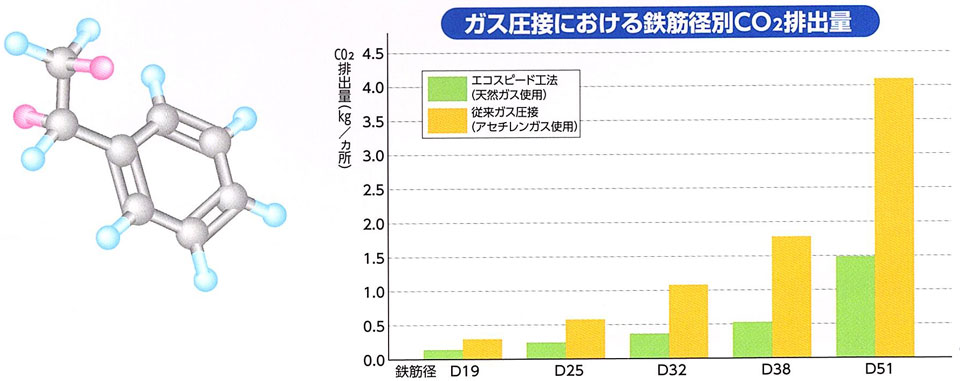
天然ガスによりCO2排出量60%削減。 エネルギー使用量50%削減。(LCA評価)
ポリスチレンは、化学式C6H5C2H3で表される芳香族炭化水素です。炭素と水素で構成され特殊な元素を含みませんので燃焼時に有害なガスを発生しません。また、食品容器・電気製品など幅広い用途に使用され、化学的に安定で無害です。
建築基準法に準拠

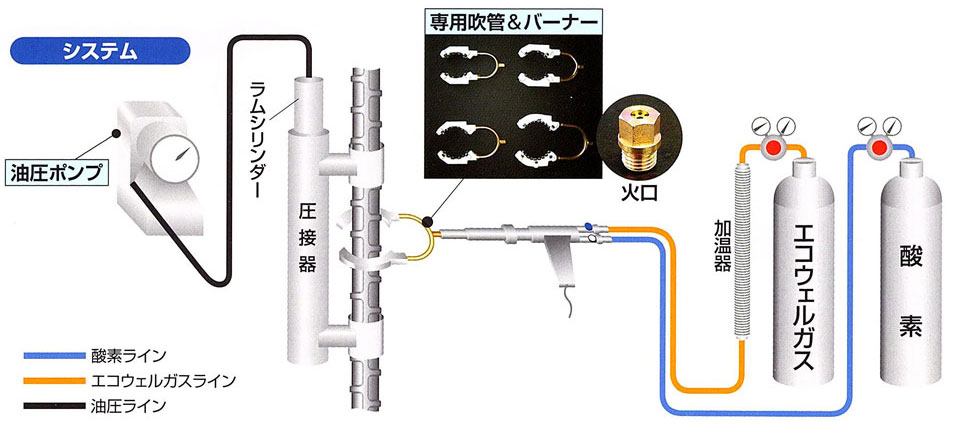
還元炎を必要としないため、操作は手動で、全工程、標準炎で加熱




鉄筋溶接継手 (CB工法) とは、セラミックス製の裏当て材を用いたエンクローズド溶接です。
溶接作業後に裏当て材が外れ、目視による溶接部の外観検査が可能です。
大阪府と愛知工業大学の共同開発で、安定した品質重視の工法です。

1. 信頼性の高い継手性能
政令第73条第2項ただし書き、平12建告1463号第1項ただし書き「2015年版 建築物の構造関係技術解説(国交省監修)」(A級)である鉄筋溶接継手である。

2. 作業性の良い継手形状
鉄筋を引き寄せることがないので、継手施工後の調整が不要です。
また、裏当て材が完全に除去出来るので、せん断補強筋の配筋等、次工程が非常にスムーズです。

3. 安心出来る品質管理
溶接後に裏当て材を除去出来るため、溶接部の外観検査 (VT)と超音波探傷検査 (UT) が容易に行えます。
そのため、安定した品質が確保でき、綺麗で高品質な継手の外観となります。

4. スピーディーな溶接作業
鉄筋にCBセラミックスの裏当て材をセットするだけで溶接作業ができるため、狭所でも容易に行えます。
I 形狭開先の半自動アーク溶接によりスピーディーな作業が可能です。

5. 可能性の広がる施工方法
鉄筋同士を引き寄せないので、既存建物からの打継やPCa工法、先組工法に非常に有効です。また、芋継ぎ(全数継手)で接合することが可能です。(ただし、ヒンジゾーンを除く)



●トータルコストが従来品のいずれよりも安価
●ジャストインタイムな納品施工が可能
●コンクリートの周りがよく抜群の品質、信頼性
●国内のすべての鉄筋と高い互換性
●従来の鉄筋業者 圧接業者で出来るために普及が早い


熟練工を必要としない、信頼性のあるロックナット式モルタル系継手の定番。
●日本建築センターのA級継手性能評価を取得[BCJ-評定-RC0018-05]
●天候に左右されないため、施工管理が容易で工期の短縮によりトータルコストダウンが図れます。
【サイズ】
D13、16、19、22、25、29、32、35、38、41、
D19×22、22×25、25×29、29×32、32×35、35×38、38×41、
D19×25、22×29、25×32、29×35、32×38、35×41
【鋼種】
SD295A、SD345、SD390、SD490、SD345×SD390、SD390×SD490

即硬性のエポキシ材を使用した、ロックナット不要の簡単継手。
●日本建築センターのA級継手性能評価を取得[BCJ-評定-RC0019-07]
●土木学会指針のA級継手性能を有します。
●エポキシ樹脂は即硬性があるため、固定用ロックナットが不要です。
●天候に左右されないため、施工管理が容易で工期の短縮によりトータルコストダウンが図れます。
【サイズ】
D13、16、19、22、25、29、32、35、38、41、51、
D19×22、22×25、25×29、29×32、32×35、35×38、38×41、
D19×25、22×29、25×32、29×35、32×38、35×41
【鋼種】
SD295A、SD345、SD390、SD490、SD345×SD390、SD390×SD490